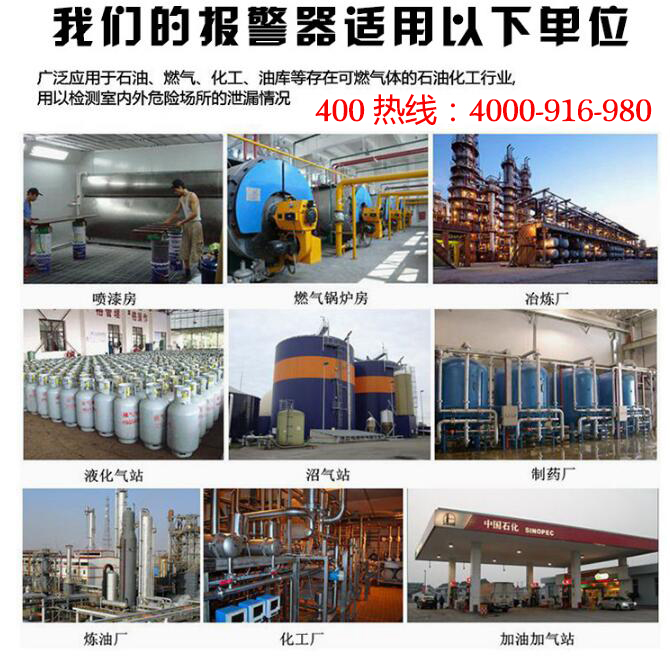
工业用的可燃气体报警器目前使用十分广泛,比如在液化气站,炼油工厂、化工厂以及汽车喷漆等行业都被广泛使用,工业用可燃气体报警器配套的有很多种主机,可以根据自身实际情况进行选择,比如有单路的报警器、有多路的报警器。该种多点监控报警控制器是用于检测空气中的可燃性气体、相关液体和蒸汽爆炸下限一类固液体含量,对于多个行业具有决定性意义。下面武汉多安电子小编给大家说说工业用可燃气体报警器优点有哪些?为什么那么多使用它?
工业可燃气体报警器有哪些优点呢?
第一功能性强
此种工业可燃气体报警器与普通的气体检测器不同,它不仅仅作为检测单元使用,通常报警器系统采用主机加交流接触器加风机、探头,没有报警时继电器处于断开状态,交流接触器没有工作,风机也同样没有工作;当探头报警时继电器吸合,交流接触器工作,使得风机转动,起到报警时联动风机的功能。
第二安全性强
该种热销的气体报警器可应用于易燃易爆气体泄漏场所以及有害化工区,仪表采用最新催化燃烧传感器以及其电化学传感器技术,产品信号极其稳定,精密度极高;仪表外壳采用铝铸一次成型,防爆隔爆设计接线方式,适用于各种危险场所,所以它的安全性首屈一指。
第三接线简单
该种气体报警器穿线容易、接线简单,专业技术人员短时间内进行安装接线即可,易操作,而且用线极少,无需重复布线,可节约线材及管材,相应降低安装施工费用,可有效地节约工时。
以上就是“工业用可燃气体报警器优点有哪些?为什么那么多使用它?”的相关内容,可以说工业用可燃气体报警器的功能是非常强大的,工业用气体检测报警器可以带多个气体检测探头,支持对多点集中自动控制,检测精准,灵敏度高,最主要的是响应的速度非常的快,当达到报警的临界值的时候就会自动发出报警信号,同时会自主的驱动排风以及其他外设动作,这样可以非常好的预防火灾或者爆炸的发生,如果大家有不清楚的欢迎来电咨询,咨询热线:027-88735508
|



